艾科普系列末篇:碳纤维缠绕工艺
01. 等强结构
碳纤维缠绕成型,简单来说,是在专门的缠绕机上,将连续纤维(如碳纤维)浸渍树脂后,按照一定的规律、有控制地“缠绕”在一个旋转的芯模上,然后通过加热固化、脱模,最终获得高强度复合材料制品的过程。这种工艺并非简单地“绕圈圈”,而是一场精确的力学设计与自动化控制的共舞。它最大的魅力在于能够最大限度地发挥碳纤维优异的抗拉强度,因为我们可以让纤维沿着制品主要受力方向精确排列,实现所谓的“等强结构”设计。
02. 三种“浸胶”
这是目前应用最广的技术。在缠绕过程中,碳纤维从纱架引出后,会先经过一个树脂胶槽“洗个澡”,浸透树脂胶液,然后在张力的控制下被整齐地缠绕到芯模上。它的优点是成本低、生产效率高,且由于树脂在液态下浸润纤维,制品的气密性好。但缺点也明显,缠绕过程中树脂含量不易精确控制,容易产生气泡,且工作环境相对较差。b. 干法缠绕:尖端领域的“优等生”
干法缠绕使用的是预浸带——即已经提前在工厂里精确浸渍过树脂并部分固化的碳纤维布带。缠绕时,只需将这卷“半成品”加热软化至粘流态,再缠绕到芯模上即可。这种工艺堪称“贵族”,设备复杂、投资大,但性能极其优越。它的缠绕张力均匀,树脂含量控制精准,制品质量稳定,孔隙率低,且生产环境干净整洁。因此,在航空航天等对品质要求极为苛刻的领域,干法缠绕占据着不可替代的地位。研究表明,采用干法缠绕甚至可以使容器制造效率提升30%,结构性能提高20%-30%。c. 半干法缠绕:折中的“改良派”
介于前两者之间,它在纤维浸胶后增加一道烘干工序,再缠绕到芯模上。这在一定程度上减少了湿法缠绕的气泡问题,又比干法缠绕的流程简单一些。

缠绕成型不仅仅是把纤维缠上盔甲那么简单,几个关键参数决定了制品的最终质量:
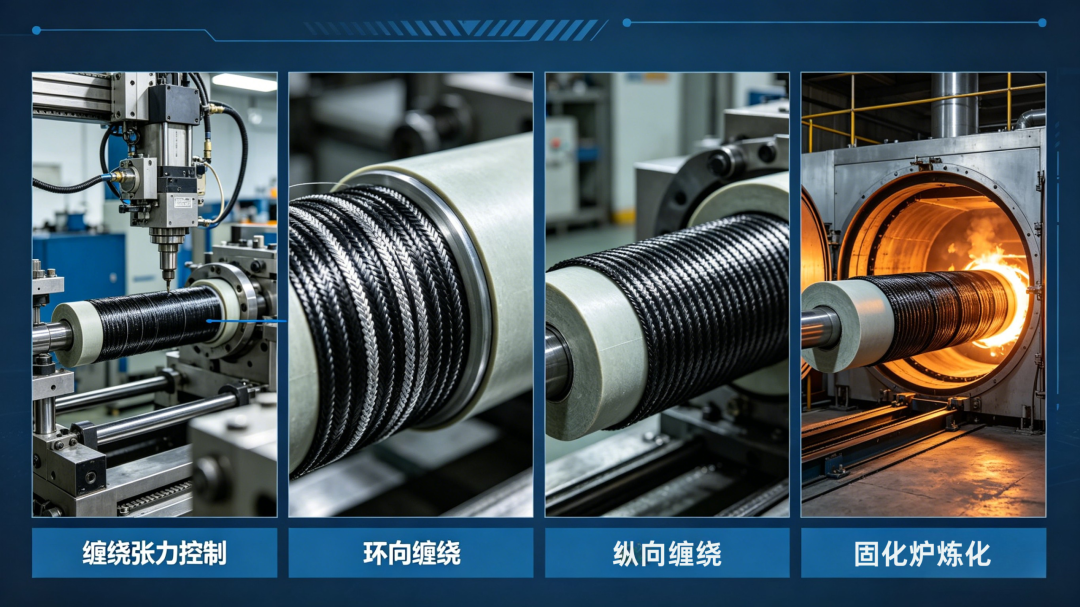
a. 缠绕张力:内紧外松的“艺术”
张力是缠绕工艺的灵魂。施加张力不仅能让纤维排列得更紧实,还能排出多余的树脂和气泡。如果张力过小,制品强度不够;张力过大,又可能损伤纤维。更精妙的是,随着缠绕层数的增加,内层纤维会被后续缠绕的层压得越来越“紧”,导致原本的张力松弛。为了确保所有纤维层在最终受力时能“同甘共苦”,工程师们会采用逐层递减张力的策略——越往外缠,施加的张力越小。
b. 固化制度:最后的“炼化”
缠绕完成后,制品需要在固化炉中进行“修炼”。根据树脂体系的不同,有的常温放置即可,有的则需要严格的加热程序。升温速度多快、在多少度保持多久,都需要精确控制。这就像烘焙蛋糕,温度和时间不对,内部就会产生内应力,甚至分层开裂,导致整个产品报废。
c. 缠绕线型:力与美的“几何”
碳纤维在芯模上的行走路径必须遵循严格的几何规律,这被称为“缠绕定律”。通过改变缠绕机与芯模的相对运动速度比,可以产生不同的缠绕样式:
· 环向缠绕:纤维几乎与芯模轴线垂直(接近90度)缠绕,主要用于承受内部的径向压力,如管道的内压。
· 纵向缠绕(平面缠绕):纤维从一端到另一端,提供轴向拉伸强度。
· 螺旋缠绕:纤维以一定倾斜角度(如正负45度)在芯模上往复交叉缠绕,既能承受轴向力也能承受环向力。
在实际生产中,工程师会根据制品的受力情况,像设计师搭配布料纹理一样,将不同角度的缠绕层组合在一起,形成最优的“受力盔甲”。

05. 缠绕工艺现在与未来

(图说:始于纤维,成于匠心 —— 碳纤维,定义汽车轻量化新未来。)
文章撰稿:胡苺坤 编辑:陆雅霆
©艾可迅版权所有,东莞艾可迅微信公众号同步
