想象一下,一张薄如蝉翼、轻若鸿毛的纤维织物,当它被赋予树脂的滋养与模具的桎梏,竟然能蜕变成坚如磐石的航空部件、耐腐蚀的海洋装备,
甚至能撑起高端装备的核心骨架。这听起来像是点石成金的奇迹,但却是RTM成型工艺的日常。
然而,要让这些柔软的纤维织物,挣脱松散的形态,幻化成兼具强度与精度的工业臻品——
无论是复杂曲面的机舱内饰,还是高强度的风电叶片,都离不开一项低调却强大的工业魔法——树脂传递模塑成型工艺(RTM)。
艾科普系列第四篇:RTM成型工艺

01. RTM工艺,什么是RTM工艺?
RTM,全称是Resin Transfer Molding(树脂传递模塑成型)。它的工作原理非常巧妙:首先,在一个密闭的金属模具中,预先放置好已经裁剪成形的碳纤维织物(这个半成品被称为预成型体)。然后,合上模具,通过注射设备将低粘度的液态树脂在一定的压力下注入模腔。树脂在流动中浸润碳纤维,同时将模腔内的空气从排气口排出。最后,通过加热使树脂固化,打开模具,一件碳纤维复合材料制品就诞生了。
形象地说,这就像制作琥珀标本——先有一个昆虫(碳纤维)躺在容器(模具)里,然后缓缓注入树脂将其包裹,待树脂凝固后,昆虫就被永久封存并硬化成一个整体。只不过,这里的“昆虫”和“树脂”最终融为一体,成为比钢铁还强的结构材料。

02. RTM的核心环节
一个标准的RTM工艺流程,通常包括以下四步曲:
a. 铺层编织“黑骨架”这是最关键的一步。工艺人员会根据产品受力情况,像设计衣服剪裁一样,将一层层碳纤维布按照特定方向和顺序,铺设在模具的下模中。
b. 合模与压紧关上“蒸笼盖”铺设完毕后,将上模(阳模)与下模合拢,并用巨大的压力(通常来自液压机)死死压紧。模具不仅是成型空间,更是热量交换器,内部设计有加热流道,用于控制温度。
c. 注塑与固化:开始“打针”
这是RTM的魔法时刻。在压力的驱动下,预先混合好的液态环氧树脂等基体材料,通过模具上的注胶口被注入模腔。树脂如同无数条细小的河流,在碳纤维织物的缝隙中蜿蜒前行,直到完全浸润每一根纤维。同时,为了赶走气泡,通常会在模具另一端的抽气口连接真空泵,将残留的空气吸出。待树脂充满后,保持温度,等待其固化成型。
d. 脱模与后处理:破茧而出
固化完成后,松开模具,取出毛坯件。此时的产品表面可能带有毛刺或分模线,需要经过打磨、修边、钻孔等后处理,最后喷涂上漆,一件成品才算真正完成。

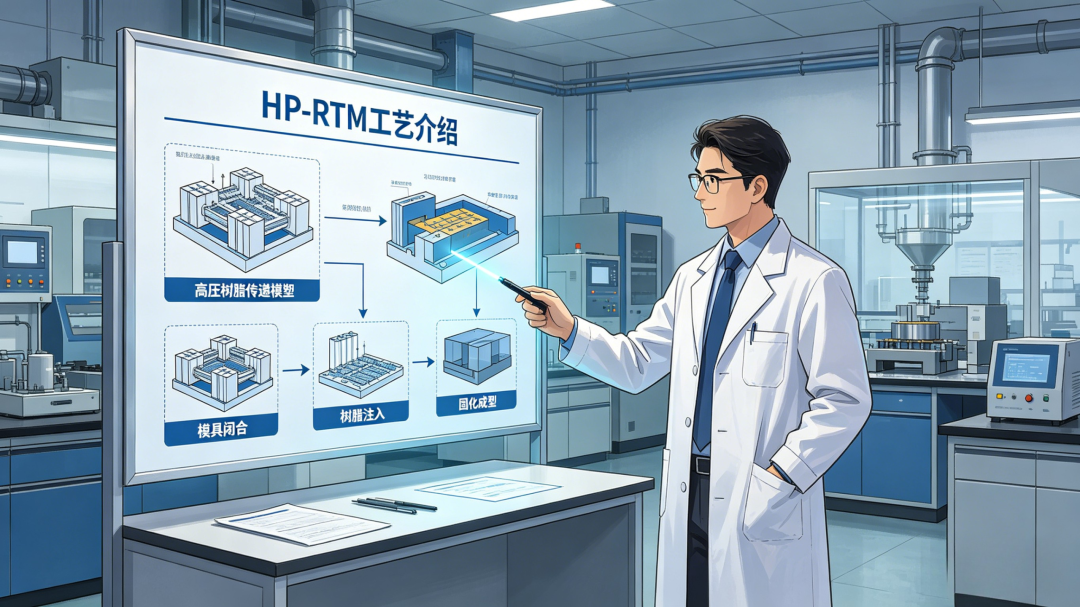
03. HP-RTM
RTM的进阶版:HP-RTM——速度与激情的产物
传统的RTM工艺虽然好,但有一个致命的弱点:慢。由于树脂流动慢、固化时间长,做一个零件往往需要几个小时甚至半天。这对于日产量成千上万的汽车工业来说,是不可接受的。
于是,高压-树脂传递模塑(HP-RTM)应运而生。
HP-RTM中的“HP”代表高压。它将注胶压力从传统RTM的几巴(bar)提升到了100巴以上,甚至高达200巴。高压带来了什么好处?
- 极快的浸润速度:高压驱使低粘度树脂在几十秒内就能迅速充满整个模具,大大缩短了注射时间。
- 更好的致密性:高压能压实碳纤维,挤出多余空气,使得产品的孔隙率极低,力学性能甚至可以与航空航天级的热压罐工艺相媲美。
- 恐怖的效率:配合快速固化树脂体系,HP-RTM的整个生产周期(从合模到脱模)被压缩到了3-5分钟,甚至更短。有报道称,针对简单零件,周期已可缩短至1分钟。
正是HP-RTM的出现,才让碳纤维大规模走进汽车成为了可能。例如,宝马i3和i8系列电动车的乘员舱,以及宝马新7系的侧边梁、B柱等结构件,就是采用HP-RTM工艺大规模量产的。它将原本需要焊接50-60个钢制部件的复杂结构,整合成了仅需3个碳纤维部件的箱型一体式车架,大幅提高了生产效率。
04. 独特优势
相比于热压罐、模压等传统工艺,RTM之所以备受青睐,是因为它具备以下核心竞争力:
a. 设计自由度高,适于复杂结构:
可以轻松制造带有加强筋、嵌件、曲面的复杂三维构件。例如,可以利用可溶性的金属芯模技术,制造出内部中空、带有金属嵌件的一体式结构件。
b. 尺寸精度高,表面质量好:
由于是双面模具成型,产品两面都很光滑,尺寸控制精准,减少了后续机加工的工作量。
c. 环保且成本相对可控:
RTM是闭模成型,树脂在密闭腔体内流动,挥发性有机物(VOC)排放极少,改善了工作环境。同时,它不需要像预浸料那样昂贵的中间材料,直接使用液态树脂和干纤维,原材料成本更低。
5. 应用场景
凭借上述优势,RTM工艺的足迹已遍布各行各业:
- 航空航天:用于制造飞机雷达罩、舱门、窗框、发动机短舱等次承力和主承力构件。通过RTM,可以将复杂的金属连接件替换为整体成型的复合材料件,减重效果显著。
- 轨道交通与汽车:这是RTM当前最大的增长点。除了宝马的碳纤维车身,它还广泛应用于汽车顶盖、底板、保险杠、座椅骨架以及高铁的司机台、内饰件等,是实现轻量化的核心技术之一。
- 船舶制造:例如舰船的操控台、箱体结构。相比传统铸铝,采用RTM工艺的碳纤维操控台可减重约50%,同时耐腐蚀性更强。
- 体育与民用:高端自行车车架、滑雪板、医疗器械床板等,也常采用RTM工艺来平衡性能与成本。
未来展望:更快、更智能、更大型
目前,RTM技术仍在不断进化。未来的发展方向主要包括:
· 工艺极致化:进一步缩短固化时间,挑战“1分钟周期”的极限,同时结合自动化生产线和机器人铺层,实现黑灯工厂。
· 材料热塑性化:开发适用于热塑性树脂的RTM工艺(即T-RTM)。热塑性复合材料不仅韧性更好、可焊接,还能实现“原位聚合”,即在模具内由单体合成树脂并浸润纤维,彻底颠覆现有的成型流程。
· 模拟仿真化:通过计算机模拟树脂在模具内的流动前沿,预测可能产生的干斑或气泡,在开模前就优化好注胶口位置和工艺参数,大幅降低试错成本。
在工艺和成本间平衡,作为早期投入碳纤维汽车零部件设计、开发的生产商,艾可迅任重而道远。而作为全球化的企业,艾可迅持续投入技术研发和技术创新,并透过不同平台展现轻量化实力、缔结合作!
文章撰稿:胡苺坤 编辑:陆雅霆
©艾可迅版权所有,东莞艾可迅微信公众号同步
